Das Schweissen mit einem Laserstrahl ist ein Schmelzverbindungsverfahren. Das durch eine Blitzlampe ausgelöste Laserlicht wird mit einer Optik fokussiert.
Mit dieser gebündelten Energie werden die zu verbindenden Metalle in wenigen Millisekunden zum Schmelzen gebracht. Die gewählten Einstellungen der Parameter (Fokus, Pulsleistung, Pulsdauer) entscheiden über die Schweissleistung. Um das Schweissbad zu schützen, wird über die zu schweissende Fläche ein Schutzgasstrom geleitet. Beim Laserschweissen für den Werkzeugbau werden Schutzgase wie z.B. Argon eingesetzt.
Der Laserstrahl verschweißt einen manuell geführten Zusatzdraht punktgenau und hochfest mit dem Werkstück. Die eng auf die Schmelzzone begrenzte Wärme sorgt für minimale thermische Belastungen des Werkstücks. Das Schweissen erfolgt auch in engen Geometrien oder schwer zugänglichen Stellen. Durch den präzisen Auftrag, der unter Mikroskopbeobachtung durchgeführt wird, fallen die notwendigen Nacharbeiten viel geringer aus, als bei herkömmlichen Schweissverfahren. Mit dem Laser schweißen wir Grundmaterial bis 60 HRC. Wir reparieren Schäden, verbessern lokal die Verschleißbeständigkeit und korrigieren Fertigungsfehler.
Die Vorteile des Laserschweissens:
Geringer Einbrand Punktgenau Der Laser schweißt Grundmaterial bis Härte ca.60 HRC Einfache Nachbearbeitung Minimaler Verzug Geringer Wärmeeintrag
Das Verfahren zeichnet sich gegenüber anderen Schmelzschweißverfahren durch eine Reihe von interessanten Vorteilen aus. Es ist z.B. universell anwendbar. Wenn ein metallischer Werkstoff überhaupt schmelzschweißgeeignet ist, dann lässt er sich mit diesem Verfahren fügen. Zum anderen ist es ein sehr „sauberes“ Verfahren, das kaum Spritzer und nur wenig Schadstoffe erzeugt und bei richtiger Anwendung eine qualitativ hochwertige Schweißverbindung gewährleistet. Ein besonderer Vorteil des WIG-Schweißens ist auch, dass hier gegenüber anderen Verfahren, die mit abschmelzender Elektrode arbeiten, die Zugabe von Schweißzusatz und die Stromstärke entkoppelt sind. Der Schweißer kann deshalb seinen Strom optimal auf die Schweißaufgabe abstimmen und nur so viel Schweißzusatz zugeben, wie gerade erforderlich ist. Dies macht das Verfahren besonders geeignet zum Schweißen von Wurzellagen und zum Schweißen in Zwangslagen. Die genannten Vorteile haben dazu geführt, dass das Verfahren sich besonders gut eignet für Schweißungen von Luft- und Raumfahrtgeräten, Bauteile der Kerntechnik sowie für den chemischen Anlagen- und Apparatebau.
Die WIG-Schweißanlage besteht aus einer Stromquelle, die in den meisten Fällen auf Gleich- oder Wechselstromschweißen geschaltet werden kann, und einem Schweißbrenner, der mit der Stromquelle durch ein Schlauchpaket verbunden ist. Im Schlauchpaket befinden sich die Schweißstromleitung, die Schutzgaszuführung, die Steuerleitung und bei größeren Brennern der Zu- und Rücklauf des Kühlwassers.
Beim WIG schweissen im Werkzeugbau wird mit Hilfe eines Hochfrequenzzünders, der eine extrem hohe Spannung auf die Wolframelektrode gibt, das Gas zwischen Elektrode und Werkstück ionisiert, wodurch der Lichtbogen gezündet wird. Der Hochfrequenzzünder hat eine ungefährliche Stromstärke.
Als Schutzgas werden die inerten Gase Argon,Stickstoff und Helium oder ein Gemisch daraus verwendet. Weitere Gase wie Wasserstoff oder Stickstoff können ebenfalls zugesetzt sein. (Argon 4.6 = 99,996% Argon), (Argon 4.8 = 99,998% Argon), (Helargon = 10% Helium, 40% Argon, 50% Stickstoff) (Arcal10 = 10% Wasserstoff, 40% Argon, 50% Stickstoff).
Bei der WIG-Schweißung unterscheidet man das Gleichstrom- und Wechselstromschweißen. Das Gleichstromschweißen wird vorwiegend zum Schweißen von legierten Stählen und NE-Metallen und deren Legierungen eingesetzt, wobei die Wolframelektrode auf dem Minuspol liegt. Das Wechselstromschweißen wird meist zum Schweißen von Leichtmetallen eingesetzt. In Sonderfällen werden Leichtmetalle auch mit Gleichstrom und mit einer positiven Elektrode geschweißt. Dabei werden Spezialschweißbrenner mit einer sehr dicken Wolframelektrode und als Schutzgas Helium verwendet. Nötig ist die Pluspolung der Wolframelektrode bei Leichtmetallen, da diese zumeist eine harte Passivschicht, mit sehr hohem Schmelzpunkt auf ihrer Oberfläche gebildet haben. Diese Passivschicht wird durch die Minuspolung des Werkstücks zerstört, da das Werkstück nun als Elektronen emittierender Pol fungiert.
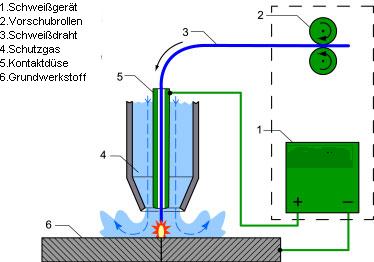
MIG bedeutet Metallinertgasschweißen. Hierbei wird kein Aktivgas, sondern nur ein Inertgas (in der Regel Argon, aber auch Helium) zugeführt, um den Luftsauerstoff von der Schweißnaht fernzuhalten. Diese Schutzgase werden benötigt, um hochlegierte Stähle, NE-Metalle und Al-Legierungen zu schweißen.
Beim Metallaktivgasschweißen (MAG) wird entweder mit reinem CO2 oder einem Mischgas aus CO2, Argon und O2 gearbeitet, um die Schweißverbindung entsprechend den besonderen technologischen Erfordernissen zu beeinflussen. Das MAG-Schweißverfahren wird bei un- und höher legierten Stählen eingesetzt. (Metall-Inert-Gas; reaktionsträge Gase)/(Metall-Aktiv-Gas; aktive Gase) ist ebenfalls ein Lichtbogenschmelzschweißen, bei dem der abschmelzende Schweißdraht von einem Motor in veränderbarer Geschwindigkeit kontinuierlich nachgeführt wird. Gleichzeitig wird die Schweißstelle über eine Düse mit Kohlendioxid oder einem Edelgas (häufig Argon mit ca. 10 l/min, Berechnungsgrundlage pro mm Schweißdraht Durchmesser * 10 l = l/min an einzusetzendem Schutzgas) begast. Dieses Gas schützt das flüssige Metall unter dem Lichtbogen vor Oxidation, die die Schweißnaht schwächen würde. Der Aktivgasanteil (i. a. CO2) sorgt zum einen für eine bessere Wärmeabfuhr, zum anderen bewirkt er eine leichte Anreicherung des Schweißgutes mit Kohlenstoff.
Bei diesem Schweißverfahren wird ein elektrischer Lichtbogen der zwischen einer Elektrode und dem Werkstück brennt, als Wärmequelle zum Schweißen genutzt. Durch die hohe Temperatur des Lichtbogens wird der Werkstoff an der Schweißstelle aufgeschmolzen. Gleichzeitig schmilzt die Stabelektrode als Zusatzwerkstoff ab und bildet eine Schweißraupe. Zur Erzeugung kann Gleichstrom oder Wechselstrom verwendet werden. Als Zusatzwerkstoff werden beim Lichtbogenhandschweißen Stabelektroden verwendet. Für jede Schweißarbeit gibt es geeignete Elektroden, z.B. für Verbindungs- und Auftragsschweißungen. Aufschluss über die Art, Eigenschaften und Verwendbarkeit einer Elektrode gibt die Elektroden-Kurzbezeichnung, die auf jeder Elektrodenpackung aufgedruckt ist. Die Umhüllung der Elektrode entwickelt beim Abschmelzen Gase, die außer einer Lichtbogenstabilisierung den flüssigen Werkstoffübergang im Lichtbogen von den Einflüssen der umgebenden Luft abschirmen und den Abbrand von Legierungsbestandteilen mindern. Außerdem bildet die abschmelzende Umhüllung Schlacke. Diese ist leichter als flüssiger Stahl und wird auf die Schweißnaht geschwemmt. Dadurch werden eine langsame Abkühlung und somit geringere Schrumpfspannungen erreicht.